
Production Process Extruder
The first material of this product includes 75% to 80% clay and 20% to 25% sand, which is supplied from the factory mine or purchased from elsewhere.
The following is a review of the production process and its stages:
1- Pre-processing
In this stage, the first materials are steeply jammed in the warehouse of the factory by bulldozer. The soil is kept for 3 months in this condition until all gases existing therein fully leave it. Then, to remove the impurities such as lime, certain ponds are made in the soil and filled with water. For moisture to penetrate all parts of the soil, water will remain in the pond for one month. Later, the produced mud will be transferred by the loader to the silo of the soil.



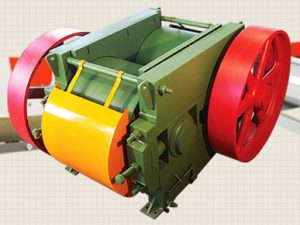

The materials in the silo are poured from its lower part using coaxial shovels rotation on the conveyor strip and directed towards a machine called Gant Cooler. The Gant Cooler is to crash big gravels of the mud. The cylindrical mud that has been sent out of this machine is transferred to the Vals machine by conveyor strips to compress and empty the air therein.
The mud enters the mixer after leaving the Vals machine and, during the process of mixing, the machine vacuums the air remaining in the mud. Moreover, if necessary, some water will be added to the materials inside the mixer to supply the required moisture.



2- Molding and Cutting
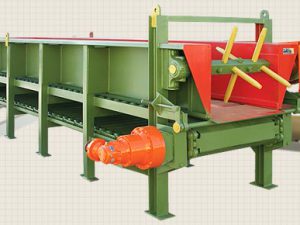
The pre-processed mixture from the previous stage enters a machine called an “Extruder”. Inside the “Extruder”, the vacuumed mud is compressed and shaped leaving the mold installed at the terminal span. Then, the molded mud is cut into the appropriate size by the cutting machine, and the produced blocks are placed inside the shelves by the lift.



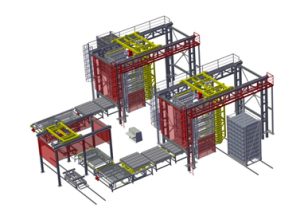
3- Drying
This temperature is horizontally and indirectly distributed among the shelves by using the installed fans. Therefore, all mud bricks completely lose their moisture and become firm enough to proceed to the baking stage.
The temperature inside the dryers is between 40° and 50° centigrade, and the mud bricks require between 40 and 44 hours to dry. After this time, the dried mud bricks are emptied of the dryers and placed on the conveyor strip. Then, they are transferred to brick kilns by a number of wheels and tractors.



4- Hoffman kiln
Along the brick kiln, every 4 to 5 meters, an inlet and outlet span is erected. The distance between each two spans is called a Ghamir. The roof of the brick kiln has some holes at regular distances of 60 to 70cm from each other. These holes are called carburetor-jets. Some valves for air vacuum are also available in the lower part of the brick kiln.
To perform the baking process, the Ghamirs are loaded in an intersectional manner with bricks. The end of the Ghamirs is closed with a wall of bricks, and the span of the brick kiln is mudded. The carburetor jets push the fuel mixture of gas and air forcefully into the kiln through the holes of the carburetor jets. Through the vacuum produced by air valves, the fire is directed to all parts of the Ghamirs, and the baking process is carried out.




The temperature required for baking the mud bricks is about 1000° centigrade, which should gradually be produced through pre-heating. When the stage of baking in every Ghamir is over, its air valves are closed, and the valves of the next Ghamir are opened to direct the fire towards itself. The carburetor jets are also alternately moved on the roof of the kiln to apply the temperature evenly to all parts of the kiln.
The baking work in every Ghamir lasts between 2.5 and 3 hours. After this time, some holes are made in the mudded area until the space of the Ghamir is gradually cooled. Then, the spans are opened and the baked blocks are transferred from inside the kiln to the trucks by conveyor strips.